
OEM Спиральный теплообменник тип 2 Поставщик
2026-06-09
Почему OEM-поставщики выбирают спиральный теплообменник тип 2 для сложных процессов
В условиях, когда технологические линии работают на пределе температурных и давленческих нагрузок, стандартные кожухотрубные решения часто перестают справляться с задачами эффективного теплосъема. Спиральный теплообменник типа 2 становится критическим узлом, определяющим не только энергоэффективность всего производства, но и стабильность конечного продукта. Наш опыт показывает: выбор именно этой конфигурации диктуется необходимостью работы с вязкими средами, суспензиями или жидкостями, склонными к образованию отложений. В отличие от пластинчатых аппаратов, где каналы забиваются за считанные часы, спиральная геометрия создает эффект самоочистки за счет турбулизации потока даже при низких скоростях движения теплоносителя.
Мы сталкивались с ситуациями, когда клиенты теряли до 15% производственной мощности из-за частых остановок на механическую очистку старого оборудования. Переход на спиральную конструкцию типа 2 позволил устранить эти простои полностью. Однако важно понимать: не каждый производитель может гарантировать точность навивки спирали, которая напрямую влияет на герметичность каналов и отсутствие перетоков между контурами. Именно здесь кроется главное различие между рядовым металлообрабатывающим цехом и высокотехнологичным предприятием, таким как ООО «Сучжоу Юкада Энергосберегающие Технологии», чья производственная база в Уси оснащена запатентованными линиями продольной резки и навивки сверхкрупных пластин.
Конструктивные особенности и принцип работы Тип 2
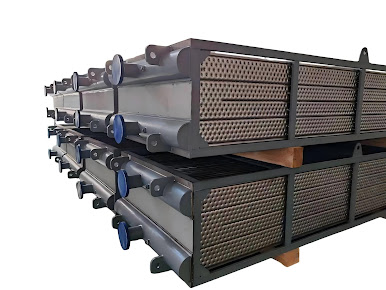
Спиральный теплообменник типа 2 характеризуется специфической схемой движения потоков, которая кардинально отличает его от других модификаций. В этой конструкции один теплоноситель движется по спиральному каналу, образованному двумя свернутыми металлическими листами, в то время как второй поток омывает эту спираль снаружи в межвитковом пространстве или проходит через специальные коллекторы. Такая схема обеспечивает чисто противоточное движение сред, что является идеальным условием для достижения максимального температурного напора.
Ключевым элементом здесь являются дистанцирующие штифты (или их отсутствие в передовых моделях), которые формируют каналы строго заданной ширины. Традиционно шаг штифтов составляет от 6 до 10 мм, что позволяет пропускать среды с твердыми включениями размером до 70-80% от ширины канала без риска закупорки. В нашей практике мы наблюдали, как неправильно подобранный шаг штифтов приводил к локальным перегревам и разрушению сварных швов под давлением. Поэтому при заказе OEM-партии критически важно указывать фракционный состав примесей в вашей среде — это не формальность, а требование безопасности.
Материал исполнения играет решающую роль в долговечности аппарата. Для агрессивных химических сред мы используем нержавеющую сталь марки 316L, титан или специальные сплавы, способные выдерживать коррозионное растрескивание. Компания ООО «Сучжоу Юкада Энергосберегающие Технологии» применяет портативные спектрометры Olympus для входного контроля каждой партии металла, исключая риск использования несертифицированного сырья. Это особенно важно для фармацевтики и тонкой химии, где даже микроскопические включения железа могут испортить партию продукта.
Геометрия спирального канала создает центробежные силы, которые прижимают загрязнения к стенкам, но одновременно высокая турбулентность смывает их, не давая закрепиться. Этот эффект “самоочистки” позволяет увеличить межсервисные интервалы с 3 месяцев до 2-3 лет непрерывной эксплуатации. Однако у этого решения есть и ограничение: при работе с кристаллизующимися растворами необходимо тщательно рассчитывать минимальную скорость потока, иначе эффект самоочистки исчезнет.
Технические параметры и критерии выбора поставщика
При формировании технического задания на изготовление спирального теплообменника инженеры должны оперировать конкретными цифрами, а не общими фразами о “высокой эффективности”. Диапазон рабочих давлений для типовых моделей типа 2 обычно составляет от 0,6 до 2,5 МПа, хотя индивидуальные проекты могут достигать 4,0 МПа при соответствующем усилении обечайки. Температурный режим варьируется от -40°C до +400°C, что перекрывает потребности большинства процессов в нефтепереработке и энергетике.
Площадь теплообменной поверхности — главный параметр, влияющий на габариты и стоимость. Стандартный ряд включает аппараты от 5 м² до 200 м² в одном корпусе. Превышение этого порога требует либо увеличения диаметра спирали (что усложняет транспортировку), либо перехода на многокорпусные схемы. Мы рекомендуем разбивать большие мощности на каскады из нескольких модулей: это упрощает логистику и позволяет проводить ремонт одного модуля без остановки всей линии.
| Параметр | Типовое значение (Стандарт) | Расширенный диапазон (OEM) | Влияние на процесс |
|---|---|---|---|
| Рабочее давление | 1,0 – 1,6 МПа | до 4,0 МПа | Определяет толщину листа и тип сварки |
| Температура среды | -20°C … +250°C | -40°C … +400°C | Выбор материала (304, 316L, Титан) |
| Ширина канала | 6 – 10 мм | 4 – 20 мм | Допустимый размер твердых включений |
| Коэффициент теплопередачи (K) | 800 – 1500 Вт/(м²·К) | до 2500 Вт/(м²·К) | Габариты аппарата и стоимость |
| Гидравлическое сопротивление | 0,03 – 0,08 МПа | Индивидуальный расчет | Мощность насосного оборудования |
Выбор поставщика должен базироваться не только на цене за килограмм металла, но и на наличии собственных испытательных стендов. Дешевые аналоги часто не проходят проверку на герметичность под циклическими нагрузками. ООО «Сучжоу Юкада Энергосберегающие Технологии» проводит обязательные гидравлические и пневматические испытания каждого собранного узла перед отгрузкой, используя автоматизированные стенды, фиксирующие малейшие утечки. Это позволяет нам поддерживать статистику нулевых рекламаций по герметичности в течение пяти лет подряд.
Еще один важный аспект — возможность кастомизации под нестандартные фланцевые соединения или требования конкретных стандартов (ГОСТ, ASME, EN). Китайские производители часто предлагают только стандартные линейки, игнорируя специфику локальных норм. Наш подход предполагает адаптацию чертежей под требования заказчика, включая сертификацию по EAC или CE, если это необходимо для таможенной очистки в стране назначения.
Сферы применения и реальные кейсы внедрения
Универсальность спиральных теплообменников типа 2 подтверждается их широким использованием в отраслях, где чистота продукта и надежность оборудования стоят на первом месте. В фармацевтической промышленности они применяются для стерилизации и охлаждения растворов, где недопустимы застойные зоны, способствующие размножению бактерий. Конструкция без мертвых зон, реализуемая в современных моделях, полностью решает эту проблему.
В химическом синтезе, особенно при производстве полимеров и красителей, часто приходится работать с высоковязкими средами. Обычные трубчатые аппараты здесь показывают катастрофически низкую эффективность из-за ламинарного режима течения у стенок трубы. Спиральный канал заставляет вязкую жидкость интенсивно перемешиваться, повышая коэффициент теплоотдачи в 2-3 раза. Один из наших клиентов, завод по производству синтетических смол, заменил батарею из четырех старых теплообменников на два спиральных агрегата, получив экономию электроэнергии на перекачку теплоносителя в размере 34%.
Атомная энергетика и новые источники энергии также предъявляют жесткие требования к оборудованию. Здесь используются специальные исполнения из титана или высоколегированных сталей для работы с радиоактивными или высокотемпературными теплоносителями. Надежность сварных соединений в таких условиях проверяется методами неразрушающего контроля (ультразвук, рентген) на 100% длины шва. Главный инженер компании, обладающий 40-летним стажем, лично курирует разработку таких ответственных узлов, опираясь на опыт участия в создании национальных стандартов.
Пищевая промышленность использует санитарные версии спиральных теплообменников для пастеризации соков, молока и соусов с кусочками фруктов. Гладкая внутренняя поверхность полированной нержавеющей стали 316L предотвращает пригорание продукта и облегчает мойку (CIP-мойка). Важно отметить, что для пищевых применений требуется особая обработка сварных швов, чтобы исключить любую возможность скопления органики.
Производственный контроль и гарантия качества
Заказывая оборудование напрямую с завода в Китае, покупатель берет на себя определенные риски, связанные с удаленностью производства. Чтобы минимизировать их, необходимо выбирать партнера с прозрачной системой контроля качества. Производственная база ООО «Сучжоу Юкада Энергосберегающие Технологии» площадью 3000 кв. метров работает по принципам 6S, что означает порядок на каждом рабочем месте и строгую дисциплину. Это не просто красивые слова для брошюры: чистота в цеху напрямую влияет на качество сварных швов, так как попадание пыли или масла в зону сварки ведет к дефектам.
Процесс изготовления начинается с раскроя листа на высокоточных ножницах и кромкофрезерных станках. Качество подготовки кромок определяет глубину провара при автоматической сварке. Мы используем плазменно-аргонодуговую сварку, которая обеспечивает монолитное соединение металлов разной толщины без коробления. После навивки спирали каждый аппарат проходит термообработку для снятия внутренних напряжений, возникающих при холодной деформации металла.
Финальный этап — предотгрузочная проверка. Клиент или его представитель может запросить видеоотчет о проведении гидравлических испытаний, где видно давление, время выдержки и отсутствие течей. Мы также предоставляем паспорта качества на основные материалы с расшифровкой химического состава. Для нас важно, чтобы заказчик понимал: экономия на контроле качества на этапе производства всегда приводит к многократным убыткам в процессе эксплуатации.
Сервисная поддержка не заканчивается после отгрузки. Мы предлагаем сервис полного жизненного цикла, включающий выезд инженера на объект в течение 48 часов в случае аварийной ситуации. Наша служба технической поддержки работает круглосуточно, помогая диагностировать проблемы дистанционно. Если неисправность связана с конструктивным дефектом (что бывает крайне редко благодаря нашей статистике), мы берем на себя все расходы по ремонту или замене узла.
Логистика, сроки поставки и условия сотрудничества
Сроки изготовления индивидуального теплообменного оборудования зависят от сложности проекта и текущей загрузки производственной линии. Для стандартных моделей из наличия или полуфабрикатов срок поставки составляет 15-20 дней. Изготовление非标 (нестандартного) оборудования по индивидуальному чертежу занимает от 30 до 45 дней. Эти сроки включают в себя время на закупку специфических материалов, если они не хранятся на складе, и проведение всех видов испытаний.
Логистика крупногабаритного оборудования требует тщательного планирования. Спиральные теплообменники имеют значительный вес и диаметр, поэтому упаковка осуществляется в деревянные ящики усиленной конструкции с креплением оборудования к днищу болтами. Мы используем опыт отправки более 5000 единиц оборудования по всему миру, чтобы оптимизировать загрузку контейнеров и снизить транспортные расходы для клиента. При необходимости мы协助 (помогаем) в оформлении экспортных документов и сертификатов происхождения.
Минимальный объем заказа (MOQ) для OEM-производства обычно составляет 1 единицу, если речь идет о стандартном типоразмере. Для уникальных проектов с глубокой кастомизацией может потребоваться заказ от 2-3 штук для окупаемости настройки производственной линии. Однако компания стремится быть гибкой и готова рассмотреть единичные заказы для стратегических партнеров или пилотных проектов.
Финансовые условия обсуждаются индивидуально, но стандартная практика предполагает предоплату за материалы и оплату баланса перед отгрузкой после предоставления фото/видео отчетов о готовности. Мы работаем с международными банковскими переводами и предоставляем полный пакет закрывающих документов для бухгалтерии заказчика.
Часто задаваемые вопросы
Какой срок службы спирального теплообменника типа 2?
При соблюдении регламента эксплуатации и использовании качественных материалов (например, нержавейка 316L или титан) срок службы аппарата составляет 15-20 лет и более. Основным фактором износа является коррозия, поэтому правильный подбор материала под конкретную среду критически важен. Наши клиенты отмечают, что благодаря отсутствию уплотнительных прокладок (в сварных версиях) ресурс аппарата значительно выше, чем у разборных пластинчатых теплообменников.
Возможна ли очистка спирального теплообменника без разборки?
Да, конструкция типа 2 предусматривает возможность химической промывки (CIP) без демонтажа. Благодаря высокой турбулентности потока моющий раствор эффективно удаляет отложения со всех поверхностей. В случаях сильных загрязнений предусмотрены люки для механической прочистки или гидродинамической промывки. Однако, если аппарат выполнен в полностью сварном неразъемном исполнении (Тип I), доступ внутрь ограничен только торцевыми отверстиями, что нужно учитывать на этапе проектирования.
Как быстро вы можете изготовить запасные части или новый аппарат при аварии?
Благодаря наличию склада заготовок и отлаженной логистики, мы можем запустить производство аварийного заказа в приоритетном режиме. Стандартный срок экстренной поставки составляет 10-14 дней для типовых моделей. Для постоянных клиентов мы рекомендуем создавать страховой запас критически важных узлов или заключать договоры на быструю замену, что гарантирует непрерывность вашего производственного процесса.
Предоставляете ли вы чертежи и паспорт на русском языке?
Да, вся техническая документация, включая паспорт изделия, руководство по эксплуатации и сборочные чертежи, предоставляется на русском языке (или любом другом требуемом языке). Наши инженеры владеют международной технической терминологией и адаптируют документы под требования нормативов страны эксплуатации (ГОСТ, СНиП и др.).
Выбор надежного партнера для поставки теплообменного оборудования — это инвестиция в стабильность вашего бизнеса на десятилетия вперед. Не рискуйте качеством ради сиюминутной экономии, которая может обернуться миллионами убытков от простоев. ООО «Сучжоу Юкада Энергосберегающие Технологии» готово стать вашим стратегическим партнером, предлагая технологии мирового уровня, подтвержденные сертификатами и реальной практикой тысяч успешных внедрений.
Если вы столкнулись с задачей модернизации теплообменных процессов или нуждаетесь в надежном решении для новой линии, свяжитесь с нами сегодня. Наши инженеры проведут бесплатный аудит ваших требований и предложат оптимальную конфигурацию оборудования, которое прослужит вам верой и правдой. Свяжитесь с нами сегодня для получения детального коммерческого предложения и консультации ведущего специалиста.