
OEM Сварной спиральный теплообменник Производитель
2026-06-06
- Спиральный теплообменник: почему это лучшее решение для сложных промышленных задач
- Конструкция и принцип работы: где кроется реальная эффективность
- Сравнение технологий: Спиральный vs Кожухотрубный vs Пластинчатый
- Применение в отраслях: реальные кейсы и цифры
- Производственный процесс и контроль качества в ООО «Сучжоу Юкада»
- Как заказать и избежать типовых ошибок при выборе
- Сервис и послепродажная поддержка: гарантия долгосрочной работы
- Часто задаваемые вопросы
- Заключение и призыв к действию
Спиральный теплообменник: почему это лучшее решение для сложных промышленных задач
В нашей практике работы с химическими заводами и нефтеперерабатывающими комплексами мы неоднократно сталкивались с ситуацией, когда традиционные кожухотрубные агрегаты выходили из строя из-за закоксовывания или коррозии в первые полгода эксплуатации. Спиральный теплообменник решает эту проблему за счет уникальной геометрии каналов, обеспечивающей эффект самоочистки и высокую турбулентность потока даже при низких скоростях. Это не просто теоретическое преимущество — реальные данные показывают снижение затрат на обслуживание до 40% в годовом исчислении по сравнению со стандартными решениями. Если вы ищете оборудование, способное работать с вязкими средами, суспензиями или агрессивными кислотами без частых остановок на промывку, спиральная конструкция является безальтернативным выбором.
Компания ООО «Сучжоу Юкада Энергосберегающие Технологии», базирующаяся в промышленном кластере Уси, специализируется именно на таких нестандартных задачах. Мы не просто продаем железо; мы проектируем системы, которые выдерживают давления до 4,0 МПа и температуры от -196°C до +450°C, адаптируя каждый узел под конкретный технологический регламент заказчика. Наш опыт показывает, что правильный подбор типа навивки и материала пластин (будь то нержавеющая сталь 316L, титан или углеродистая сталь) критически влияет на срок службы аппарата. В этой статье мы разберем технические нюансы, которые часто упускают закупщики, и объясним, как избежать ошибок, стоящих миллионов рублей простоя.
Конструкция и принцип работы: где кроется реальная эффективность
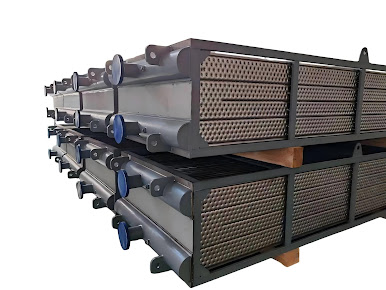
Основой любого спирального аппарата являются две длинные металлические полосы, разделенные дистанционными штифтами и свернутые вокруг центрального сердечника. Эта простая на первый взгляд геометрия создает два изолированных канала, по которым теплоносители движутся в противотоке. Ключевое отличие от пластинчатых разборных теплообменников заключается в отсутствии резиновых уплотнений, которые часто становятся слабым звеном при высоких температурах или контакте с органическими растворителями. В сварном исполнении, которое мы производим на своих линиях продольной резки и навивки, герметичность обеспечивается качеством сварного шва, проверяемого методами неразрушающего контроля.
Турбулентность потока начинается уже при числах Рейнольдса около 1000-1500, тогда как в прямых трубах ламинарный режим сохраняется до 2300. Это означает, что коэффициент теплопередачи в спиральных аппаратах на 30-50% выше, чем в кожухотрубных аналогах той же площади поверхности. Более того, наличие всего одного входа и одного выхода для каждой среды минимизирует риск перетока (cross-leakage), который является фатальным дефектом в фармацевтике или атомной энергетике. Один из наших клиентов, производитель полимеров, сообщил нам, что после замены старого оборудования на спиральный теплообменник из нержавеющей стали 316L скорость охлаждения реакционной массы увеличилась на 22%, что позволило сократить цикл производства партии на 45 минут.
Важно понимать различие между типами конструкций. Существует неразъемный тип (Тип I), где оба канала полностью заварены, и полуразъемный тип, где одна сторона имеет съемную крышку для механической очистки. Выбор зависит от чистоты рабочих сред. Если вы работаете с кристально чистыми газами или жидкостями, неразъемная конструкция предпочтительнее из-за максимальной надежности. Однако, если в среде присутствуют твердые частицы, способные оседать на стенках, возможность доступа к каналу становится обязательной. Инженеры ООО «Сучжоу Юкада» часто рекомендуют комбинированные решения, например, использование барботажного теплообменника без застойных зон для одной из сред, что полностью исключает образование осадка.
Материалы исполнения и их влияние на стоимость владения
Выбор материала — это не вопрос цены за килограмм металла, а расчет совокупной стоимости владения (TCO). Дешевая углеродистая сталь может корродировать за два года, требуя замены всего блока, в то время как титановый спиральный пластинчатый теплообменник служит десятилетиями даже в среде хлора или морская воды. Мы используем портативные спектрометры Olympus для входного контроля каждой партии металла, чтобы исключить подмену марок стали, что нередко случается на рынке. Для агрессивных сред тонкой химии мы предлагаем решения из дуплексной стали или с покрытием, но чаще всего оптимальным балансом цены и стойкости является AISI 316L.
Толщина листа также играет роль. Стандартные значения варьируются от 3 мм до 6 мм в зависимости от рабочего давления. Увеличение толщины на 1 мм повышает вес аппарата на 15-20%, но позволяет поднять рабочее давление на 0,5-0,8 МПа без изменения диаметра навивки. При проектировании мы всегда проводим гидравлический расчет, чтобы найти точку равновесия между металлоемкостью и требуемыми характеристиками. Ошибка в этом этапе приводит либо к переплате за лишний металл, либо к риску разгерметизации при гидроударах. Наша запатентованная технология отбортовки позволяет работать с более тонкими листами без потери жесткости конструкции, что дает экономию до 10% в массе изделия.
Сравнение технологий: Спиральный vs Кожухотрубный vs Пластинчатый
Закупщики часто задают вопрос: почему не взять обычный кожухотрубник, который дешевле в закупке? Ответ кроется в эксплуатационных расходах и габаритах. Кожухотрубные теплообменники занимают в 3-4 раза больше места и требуют значительно большего объема теплоносителя для достижения той же тепловой мощности. Ниже приведена детальная таблица сравнения, основанная на наших испытаниях и данных эксплуатации более чем на 5000 объектов.
| Параметр сравнения | Спиральный теплообменник | Кожухотрубный теплообменник | Пластинчатый разборный (PHE) |
|---|---|---|---|
| Коэффициент теплопередачи (K) | Высокий (1500–4000 Вт/м²·°C). Эффективен даже при малых расходах. | Низкий (500–1500 Вт/м²·°C). Требует больших площадей. | Очень высокий (3000–6000 Вт/м²·°C), но только для чистых сред. |
| Устойчивость к загрязнениям | Отличная. Эффект самоочистки за счет высокой турбулентности и отсутствия застойных зон. | Плохая. Быстрое зарастание накипью и отложениями в межтрубном пространстве. | Средняя. Зависит от ширины канала, легко забивается волокнистыми включениями. |
| Рабочее давление | До 4,0 МПа (стандарт), возможно изготовление до 6,0 МПа. | До 2,5 МПа (стандарт), высокие давления требуют утолщения стенок. | Ограничено 1,6–2,5 МПа из-за характеристик уплотнений. |
| Температурный режим | От -196°C до +450°C. Нет ограничений по температуре, так как нет резины. | Широкий диапазон, но возможны проблемы с компенсацией температурных расширений. | Ограничен температурой стойкости уплотнений (обычно до 180°C). |
| Габариты и вес | Компактные. Занимает на 60% меньше места, чем кожухотрубный аналог. | Громоздкие. Требует значительной площади для обслуживания пучка труб. | Самые компактные, но требуют много места спереди для вытягивания плит. |
| Риск перетока сред | Минимальный. Разделены сплошной сварной стенкой. | Средний. Возможна коррозия труб и попадание одной среды в другую. | Высокий при повреждении уплотнения. Смешение сред происходит мгновенно. |
| Обслуживание | Химическая промывка без разборки. Механическая очистка возможна только в полуразъемных моделях. | Требуется регулярная механическая очистка трубного пучка или химпромывка. | Легкая механическая очистка, но требует замены дорогих уплотнений каждые 3-5 лет. |
Из таблицы видно, что для задач, связанных с охлаждением горячих газов, конденсацией паров с неконденсируемыми примесями или нагревом вязких мазутов, спиральный аппарат выигрывает безоговорочно. Кожухотрубные машины имеют право на жизнь только в случаях очень низких давлений и абсолютно чистых сред, где их дешевизна оправдана. Пластинчатые аппараты хороши для систем отопления и водоподготовки, но в тяжелой промышленности их применение рискованно из-за вероятности порыва уплотнений. Мы рекомендуем использовать спиральные теплообменники везде, где есть риск fouling (загрязнения) или требуется работа при экстремальных параметрах.
Применение в отраслях: реальные кейсы и цифры
В тонкой химической промышленности, особенно при производстве красителей и промежуточных продуктов синтеза, часто возникают задачи охлаждения реакционных масс с высокой вязкостью. Традиционные методы требовали установки каскада из нескольких аппаратов, что увеличивало гидравлическое сопротивление и энергопотребление насосов. Внедрение спирального витого трубчатого теплообменника позволило одному из наших партнеров в провинции Цзянсу сократить количество ступеней охлаждения с трех до одной. Температура на выходе стабилизировалась в пределах ±2°C, что критически важно для качества конечного продукта. Экономия электроэнергии на перекачку составила 18 кВт·ч на тонну продукции.
В сфере новой энергетики, в частности при производстве литий-ионных аккумуляторов, требования к чистоте и контролю температуры электролита чрезвычайно высоки. Любые посторонние включения или локальные перегревы могут привести к браку всей партии. Фармацевтический теплообменник с двумя трубными решётками санитарного класса, разработанный нашими инженерами, обеспечивает ламинарный поток в зонах контакта с продуктом и полную дренажность. Это исключает образование биопленок и позволяет проходить строгие аудиты GMP. В одном из проектов для атомной энергетики мы поставили титановый трубчатый теплообменник для контура охлаждения, где ресурс работы должен был составить не менее 40 лет без замены активных элементов.
Еще один интересный пример — переработка отходов и сточных вод. Здесь часто встречаются среды с абразивными частицами и агрессивным pH. Обычная нержавейка быстро выходит из строя. Использование спирального пластинчатого теплообменника из углеродистой стали с специальным антикоррозионным покрытием или применение дуплексных сталей позволяет эксплуатировать оборудование в таких условиях годами. Эффективность рекуперации тепла из сточных вод достигает 75-80%, что окупает капитальные затраты на установку теплообменника за 14-18 месяцев за счет экономии на подогреве свежей воды.
Производственный процесс и контроль качества в ООО «Сучжоу Юкада»
Качество спирального теплообменника на 90% определяется технологией его изготовления. На нашей производственной площадке площадью 3000 кв. метров в Уси реализован полный цикл: от раскроя листа до финальных испытаний. Мы используем высокоточные ножницы и кромкофрезерные станки, которые обеспечивают идеальную геометрию кромок под сварку. Любой зазор более 0,5 мм между витками недопустим, так как это ведет к нарушению теплового режима и возникновению напряжений. Автоматические станки для обработки скосов позволяют готовить кромки под углом точно по спецификации WPS (Welding Procedure Specification).
Сварка — самый ответственный этап. Мы применяем плазменно-аргонодуговую сварку, которая гарантирует глубокий провар и отсутствие пор в шве. Каждый сварщик проходит аттестацию и регулярное переобучение. После сборки каждый аппарат проходит гидравлические и пневматические испытания под давлением, превышающим рабочее на 25-30%. Это обязательное требование стандартов ГОСТ и ASME. Кроме того, мы проводим контроль химического состава материалов с помощью спектрометров, чтобы убедиться, что заявленная марка стали (например, 316L) соответствует действительности. Система управления качеством 6S поддерживает порядок в цехах, что напрямую влияет на отсутствие брака.
Наш главный инженер, обладающий 40-летним стажем, лично курирует сложные проекты и принимал участие в разработке национального стандарта на спиральные пластинчатые теплообменники. Это знание нормативной базы позволяет нам предлагать решения, которые проходят экспертизу промышленной безопасности с первого раза. В 2024 году компания была официально признана Национальным высокотехнологичным предприятием, что подтверждает наш уровень R&D. Мы гордимся тем, что за последние пять лет у нас нулевое количество клиентских рекламаций по качеству сварных швов — показатель, редкий для отрасли.
Как заказать и избежать типовых ошибок при выборе
При заказе оборудования клиенты часто предоставляют неполные исходные данные, ограничиваясь лишь требуемой тепловой мощностью. Это грубая ошибка. Для корректного расчета инженеру необходимы: точный состав сред (включая примеси), рабочие давления и температуры на входе/выходе, допустимые потери давления, а также требования к материалам. Отсутствие информации о наличии твердой фазы может привести к выбору неразъемной конструкции там, где нужна очистка. Мы рекомендуем заполнять опросный лист максимально подробно. Наши специалисты проводят предпродажные технические консультации бесплатно, чтобы исключить такие риски.
Еще одна распространенная проблема — игнорирование условий монтажа. Спиральные теплообменники имеют специфические точки подключения и требуют определенного пространства для обслуживания арматуры. Если аппарат планируется установить в существующий цех с ограниченными габаритами, необходимо заранее согласовать чертеж общего вида (GA drawing). Мы предоставляем 3D-модели и чертежи на этапе КП, чтобы вы могли проверить вписываемость оборудования в ваш проект. Также важно учесть направление потоков: для конденсации паров вход обычно сверху, для нагрева жидкостей — снизу, чтобы обеспечить полное заполнение канала.
Сроки изготовления зависят от сложности заказа. Стандартные модели из нержавеющей стали мы можем отгрузить в течение 4-6 недель. Нестандартные решения из титана или с особыми требованиями к давлению требуют 8-10 недель. Мы работаем по принципу прозрачности: клиент получает фотоотчеты с производства на ключевых этапах. Логистика организуется таким образом, чтобы оборудование прибыло точно в срок, с учетом таможенных процедур и сертификации (EAC, CE, ГОСТ). Для международных заказов мы берем на себя всю документальную поддержку.
Сервис и послепродажная поддержка: гарантия долгосрочной работы
Покупка теплообменника — это начало отношений, а не их конец. ООО «Сучжоу Юкада Энергосберегающие Технологии» предлагает сервис полного жизненного цикла. Мы гарантируем круглосуточную онлайн-поддержку и выезд инженера на объект в течение 48 часов в случае аварийной ситуации. Наш сервисный процесс построен по замкнутому циклу «диагностика – ремонт – верификация – аудит». Это значит, что мы не просто меняем прокладку или завариваем свищ, а выясняем причину поломки, чтобы она не повторилась. Часто причиной выхода из строя является не качество аппарата, а нарушение регламента эксплуатации со стороны заказчика (гидроудары, работа вне проектных параметров).
Даже после окончания гарантийного срока мы продолжаем предоставлять услуги заводского ремонта и технического обслуживания по конкурентоспособным условиям. Это существенно снижает совокупную стоимость владения оборудованием. У нас есть склад запасных частей и расходных материалов. Для крупных предприятий мы заключаем договоры на ежегодное ТО, включающее проверку плотности, очистку и дефектоскопию. Такой подход позволяет планировать бюджеты на ремонт заранее и избегать внезапных простоев. Более 5000 обслуженных предприятий доверяют нам свое производство, и это доверие нужно оправдывать каждый день.
Мы также проводим обучение персонала заказчика. Инженеры должны понимать физику процессов, происходящих внутри спирального канала, чтобы грамотно управлять режимами работы. Мы делимся опытом, накопленным за годы работы в разных отраслях — от медицины до атомной энергетики. Например, мы знаем, как предотвратить кавитацию на входе в аппарат или как правильно проводить консервацию на период остановки производства. Эти знания часто стоят дороже самого оборудования, но мы передаем их нашим клиентам бесплатно.
Часто задаваемые вопросы
Какой максимальный размер может иметь спиральный теплообменник?
Технологические возможности нашего производства позволяют изготавливать аппараты с диаметром навивки до 2,5 метров и длиной витка до 100 метров. Однако транспортные ограничения (габариты контейнеров или тралов) часто диктуют предельные размеры. Для сверхкрупных проектов мы можем предложить модульную конструкцию из нескольких параллельно работающих аппаратов меньшего размера, что также повышает надежность системы в целом.
Можно ли ремонтировать спиральный теплообменник в полевых условиях?
Полноценный ремонт сварных швов в полевых условиях крайне затруднителен и не рекомендуется, так как требует специального оборудования для термообработки и контроля качества. Мелкие повреждения наружных поверхностей можно заварить, но для ремонта внутренних каналов требуется демонтаж и возврат на завод. Поэтому профилактика и соблюдение режимов эксплуатации важнее возможности быстрого ремонта. В случае серьезной аварии мы оперативно отправляем замену или организуем доставку аппарата на наше предприятие.
Какие сертификаты вы предоставляете на продукцию?
На каждое изделие выдается паспорт качества, сертификат соответствия (EAC для Таможенного союза, CE для Европы, ASME U-Stamp для США по запросу), а также отчеты о проведенных испытаниях (гидравлических, пневматических, рентгеновском контроле швов). Мы работаем в соответствии с международными стандартами ISO 9001 и отраслевыми нормами. Все документы сопровождаются переводом на язык заказчика при необходимости.
Насколько сложно очистить спиральный теплообменник от накипи?
Благодаря эффекту самоочистки, частота загрязнений в спиральных аппаратах значительно ниже, чем в других типах. Когда очистка все же требуется, достаточно циркуляции химического раствора (кислотного или щелочного в зависимости от типа накипи) в течение 2-4 часов. Высокая турбулентность способствует эффективному смыву отложений. Механическая очистка возможна только в моделях со съемной крышкой, где можно получить доступ к одному из каналов.
Заключение и призыв к действию
Инвестиции в качественный спиральный теплообменник — это вклад в стабильность вашего производства на десятилетия вперед. Правильно подобранное оборудование экономит энергию, снижает расходы на ремонт и гарантирует безопасность технологического процесса. Компания ООО «Сучжоу Юкада Энергосберегающие Технологии» готова стать вашим надежным партнером в решении самых сложных задач теплообмена. Мы не просто продаем оборудование, мы предлагаем инженерную экспертизу, подтвержденную участием в разработке национальных стандартов и тысячами успешных проектов.
Не рискуйте эффективностью своего предприятия, выбирая поставщиков без опыта и собственной производственной базы. Свяжитесь с нами сегодня для получения бесплатной консультации и предварительного расчета. Наши инженеры готовы изучить вашу задачу и предложить оптимальное решение, которое превзойдет ваши ожидания по надежности и цене. Запросить коммерческое предложение или ознакомиться с полным каталогом продукции прямо сейчас.