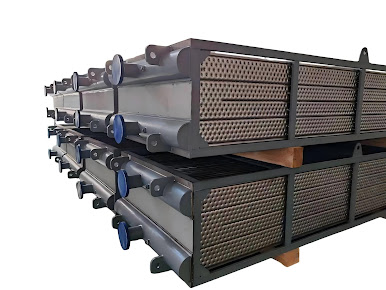

Руководство по монтажу: спиральный теплообменный аппарат с пузырьковой штамповкой
2026-07-05
- Подготовка к монтажу: инструменты, проверка фундамента и логистика
- Пошаговая инструкция установки спирального теплообменника
- Гидравлические испытания и первый пуск: протокол безопасности
- Типичные ошибки монтажа и способы их предотвращения
- Техническое обслуживание и долгосрочная надежность
- Часто задаваемые вопросы
Подготовка к монтажу: инструменты, проверка фундамента и логистика
Успешный запуск теплообменного оборудования начинается не в момент подачи напряжения или открытия задвижек, а на этапе планирования площадки. Спиральный теплообменник — это устройство с высокой плотностью компоновки, где даже миллиметровое смещение опорных лап может привести к критическим напряжениям в сварных швах корпуса. В нашей практике мы неоднократно сталкивались с ситуациями, когда заказчики игнорировали требования к горизонтальности фундамента, полагаясь на регулировочные шайбы. Результат был предсказуемым: через 6–8 месяцев эксплуатации возникали микротрещины в зоне приварки штуцеров, что приводило к утечкам дорогостоящих реагентов и остановке производства.
Перед тем как доставить оборудование на объект, убедитесь, что фундамент соответствует проектным чертежам. Бетонное основание должно быть полностью отверждено (не менее 28 дней для стандартных марок бетона), а поверхность — выровнена с точностью до 2 мм на метр длины. Для спиральных аппаратов, особенно крупногабаритных моделей, критически важна равномерность распределения нагрузки. Если фундамент имеет уклон, вибрации от насосного оборудования будут передаваться на корпус теплообменника неравномерно, вызывая эффект «усталости металла» в местах соединений.
Подготовьте необходимый инструмент заранее. Вам понадобятся:
- Лазерный нивелир или высокоточный строительный уровень (класс точности не ниже 0,5 мм/м).
- Динамометрические ключи для затяжки болтовых соединений фланцев (диапазон крутящего момента должен соответствовать спецификации крепежа, обычно M16–M24).
- Комплект прокладок (рекомендуем иметь запас +10% от количества фланцевых соединений).
- Грузоподъемное оборудование с мягкими стропами, чтобы не повредить изоляцию или внешнюю обшивку аппарата при подъеме.
Особое внимание уделите проверке транспортировочных ограничений. Спиральные теплообменники часто поставляются с уже установленными внутренними элементами. При разгрузке категорически запрещается крепить стропы за патрубки или выступающие части крышек. Используйте только специально предусмотренные монтажные уши или обоймы вокруг корпуса. Компания ООО «Сучжоу Юкада Энергосберегающие Технологии» при отгрузке оборудования маркирует точки подъема яркими бирками, однако ответственность за соблюдение этих правил лежит на монтажной бригаде. Нарушение этого правила аннулирует гарантию на целостность сварных швов.
Пошаговая инструкция установки спирального теплообменника
Монтаж теплообменного оборудования требует строгой последовательности действий. Попытка сэкономить время на этапе выравнивания или подключения трубопроводов неизбежно приведет к проблемам при пусконаладке. Ниже приведена детальная инструкция, основанная на нашем опыте установки более 5000 единиц оборудования на различных промышленных объектах.
- Позиционирование и фиксация аппарата. Аккуратно опустите теплообменник на подготовленные опоры. Не снимайте транспортировочные скобы сразу. Сначала установите аппарат приблизительно в проектное положение. Используя лазерный нивелир, проверьте горизонтальность продольной и поперечной осей. Допустимое отклонение не должно превышать 1 мм на всю длину аппарата. Если требуется корректировка, используйте металлические прокладки из нержавеющей стали, подкладывая их под опорные лапы. Запрещено использовать деревянные клинья или пластиковые элементы, так как они подвержены деформации под весом оборудования и температурным расширениям. После достижения идеального горизонта зафиксируйте аппарат, затянув анкерные болты. Момент затяжки должен контролироваться динамометрическим ключом согласно таблице значений для данного типа резьбы.
- Подготовка фланцевых соединений. Это этап, где совершается большинство ошибок. Осмотрите уплотнительные поверхности всех фланцев. Они должны быть абсолютно чистыми, без царапин, ржавчины или остатков старой прокладки. Даже микроскопическая песчинка может стать причиной течи при рабочем давлении в 1,6 МПа и выше. Нанесите тонкий слой графитовой смазки на резьбу шпилек и гаек — это предотвратит прикипание металла и обеспечит равномерное распределение усилия при затяжке. Установите новые прокладки. Важно: прокладка должна точно центрироваться относительно внутреннего диаметра трубы. Смещение прокладки внутрь потока создаст турбулентность и эрозионный износ, а смещение наружу уменьшит эффективную площадь уплотнения.
- Присоединение трубопроводов (гибкое соединение). Никогда не используйте теплообменник как компенсатор напряжений трубопровода. Трубы должны подходить к патрубкам аппарата свободно, без необходимости применения силы для совмещения отверстий. Если вы видите, что для стыковки фланцев нужно стягивать трубы лебедкой или домкратом, значит, трубопровод смонтирован с ошибкой. Такие механические напряжения передадутся на корпус спирального теплообменника и могут вызвать деформацию спиральных каналов. Внутренний зазор между спиральными листами, который тщательно рассчитывается инженерами, изменится, что приведет к падению теплоэффективности или локальным перегревам. Рекомендуется использовать гибкие вставки или компенсаторы на входных и выходных линиях, если длина прямых участков труб превышает 5 метров.
- Затяжка болтовых соединений. Затяжку гаек фланцев необходимо производить крест-накрест (звездой), а не по кругу. Это обеспечивает равномерное обжатие прокладки. Процесс должен состоять из трех этапов: сначала затяните все гайки на 30% от номинального момента, затем на 60%, и наконец, на 100%. Такой пошаговый подход позволяет материалу прокладки адаптироваться к неровностям фланца. После полной затяжки рекомендуется сделать контрольный проход через 24 часа, так как прокладка может дать начальную усадку. Для критических применений, таких как фармацевтика или атомная энергетика, мы рекомендуем использовать ультразвуковой контроль натяжения болтов.
- Подключение приборов контроля и автоматики. Установите датчики температуры и давления на предусмотренных штуцерах. Датчики должны быть погружены в поток теплоносителя на достаточную глубину, чтобы измерять среднюю температуру, а не температуру стенки трубы. Обычно глубина погружения составляет 1/3–1/2 диаметра трубопровода. Проверьте герметичность соединений импульсных линий. Любая утечка в линии измерения давления приведет к некорректной работе системы защиты и возможной аварии. Кабели датчиков должны быть защищены от механических повреждений и электромагнитных помех, особенно если рядом работают мощные частотные преобразователи насосов.
Каждый шаг требует документального подтверждения. Составьте акт скрытых работ и акт монтажа, где зафиксируйте значения моментов затяжки, результаты проверки горизонтали и данные о использованных материалах (тип прокладок, марка смазки). Это станет вашей страховкой при гарантийном обслуживании.
Гидравлические испытания и первый пуск: протокол безопасности
Первый пуск спирального теплообменника — это момент истины. Ошибки, допущенные на этапе монтажа, проявятся именно сейчас. Наша методика пусконаладки разработана с учетом требований ГОСТ и международных стандартов безопасности, чтобы минимизировать риски для персонала и оборудования.
Перед подачей рабочей среды необходимо провести гидравлические испытания. Давление испытания обычно составляет 1,5 раза от рабочего давления, но не должно превышать пределов, указанных в паспорте изделия. Заполняйте аппарат медленно, через нижние патрубки, чтобы вытеснить воздух через верхние дренажные клапаны. Наличие воздушных пробок опасно: при резком повышении давления воздух сжимается и может вызвать гидроудар, способный разрушить сварные швы или деформировать тонкие спиральные каналы. Мы видели случаи, когда быстрый пуск насоса при незаполненном аппарате приводил к мгновенному выходу из строя уплотнений.
После заполнения и удаления воздуха постепенно повышайте давление до испытательного. Выдержите его в течение 30 минут. Внимательно осмотрите все фланцевые соединения, сварные швы и места подключения приборов. Появление капель воды или запотевание недопустимо. Если обнаружена течь, сбросьте давление до нуля перед попыткой устранения дефекта. Подтяжка гаек под давлением смертельно опасна и запрещена правилами промышленной безопасности.
При первом тепловом ударе (подаче горячего теплоносителя) соблюдайте осторожность. Температурный градиент не должен превышать 50°C в час. Резкий нагрев вызывает неравномерное тепловое расширение спиральных листов и корпуса. Поскольку спиральный теплообменник представляет собой жесткую конструкцию, внутренние напряжения могут превысить предел текучести материала. Используйте регулирующие клапаны на входе горячей среды, чтобы плавно выходить на рабочий режим. Контролируйте перепад давления на сторонах нагрева и охлаждения. Значительное отклонение от проектных данных (более 10–15%) свидетельствует о засорении фильтров, наличии воздуха или ошибках в схеме подключения.
Важно отметить один нюанс, который часто упускают: вибрация. После выхода на рабочий режим проверьте уровень вибрации корпуса. Он должен быть минимальным. Повышенная вибрация указывает на кавитацию в насосах, резонанс трубопроводов или неправильную центровку валов насосного оборудования. Долговременная работа в условиях повышенной вибрации приводит к ослаблению болтовых соединений и усталостному разрушению металла. Если вибрация присутствует, немедленно остановите процесс и найдите источник колебаний.
Типичные ошибки монтажа и способы их предотвращения
Анализ сервисных обращений показывает, что 80% проблем со спиральными теплообменниками связаны не с качеством изготовления, а с нарушением технологии монтажа. Рассмотрим наиболее критичные ошибки, чтобы вы могли их избежать.
Ошибка №1: Игнорирование направления потока. Спиральные каналы имеют строго определенную геометрию. Вход и выход для каждого контура (греющего и нагреваемого) должны соответствовать схеме, указанной в техническом паспорте. Перепутанные патрубки приводят к тому, что теплоноситель движется против расчетной гидравлики, что резко снижает коэффициент теплопередачи и увеличивает энергопотребление насосов. В некоторых случаях это может вызвать гидравлический запор. Всегда сверяйте маркировку на корпусе аппарата с P&ID схемой вашего предприятия.
Ошибка №2: Использование старых прокладок. Некоторые монтажники пытаются сэкономить время и деньги, повторно используя прокладки с предыдущих демонтированных аппаратов. Это грубое нарушение. Прокладки из графита, PTFE или резины деформируются при обжатии и теряют свои упругие свойства. Повторное использование гарантирует протечку, которая может проявиться не сразу, а спустя несколько недель работы, когда произойдет термическая цикличность. Стоимость простоя линии из-за утечки многократно превышает стоимость нового комплекта прокладок.
Ошибка №3: Отсутствие поддержки трубопроводов вблизи патрубков. Тяжелые трубы большого диаметра создают значительную нагрузку на патрубки теплообменника. Если ближайшие опоры трубопровода находятся далеко от аппарата, вес трубы и содержимого действует как рычаг, изгибая патрубок. Со временем это приводит к трещинам в зоне приварки патрубка к корпусу. Правило простое: первая опора трубопровода должна находиться на расстоянии не более 1–1,5 метров от фланца теплообменника, а сам трубопровод должен быть независимо закреплен, чтобы не передавать вес на аппарат.
Ошибка №4: Пренебрежение теплоизоляцией. Спиральные теплообменники часто работают с высокими температурами. Отсутствие качественной теплоизоляции приводит не только к потерям энергии, но и к созданию опасных зон для персонала. Кроме того, неравномерное охлаждение корпуса на открытом воздухе может вызвать конденсацию влаги на внешних стенках, что ускоряет коррозию углеродистой стали. Изоляция должна монтироваться после завершения всех испытаний и покраски (если применимо), с использованием съемных элементов в местах фланцевых соединений для удобства обслуживания.
Техническое обслуживание и долгосрочная надежность
Монтаж — это только начало жизненного цикла оборудования. Чтобы спиральный теплообменник служил десятилетиями, необходимо внедрить регламент технического обслуживания. Благодаря своей конструкции, спиральные аппараты менее склонны к загрязнению, чем кожухотрубные, но они не являются самоочищающимися на 100%.
Регулярно проверяйте перепад давления. Рост дифференциального давления на 15–20% от начального значения является сигналом к необходимости очистки. Для спиральных теплообменников ООО «Сучжоу Юкада Энергосберегающие Технологии» предлагает решения, адаптированные под сложные условия, включая модели с увеличенными зазорами для вязких сред. Однако даже самое совершенное оборудование требует ухода. Метод очистки зависит от типа загрязнения: химическая циркуляционная промывка эффективна против накипи и органических отложений, тогда как гидродинамическая промывка под высоким давлением лучше справляется с механическими примесями.
Раз в год проводите визуальный осмотр внешних поверхностей на предмет коррозии, состояния изоляции и крепежа. Проверяйте затяжку анкерных болтов, так как вибрация может их ослабить. Ведите журнал эксплуатации, фиксируя параметры работы (температуры, давления, расходы) ежедневно. Анализ этих данных позволит прогнозировать необходимость обслуживания и избегать аварийных остановок.
Компания ООО «Сучжоу Юкада Энергосберегающие Технологии» предоставляет сервис полного жизненного цикла. Наши инженеры готовы провести аудит вашей системы, выявить скрытые проблемы и предложить оптимизацию режимов работы. Мы не просто продаем оборудование, мы обеспечиваем его бесперебойную работу. Наш опыт участия в разработке национальных стандартов и 40-летняя экспертиза главного инженера позволяют нам решать задачи, которые другие считают невыполнимыми. Нулевое количество рекламаций за пять лет — это не случайность, а результат строгого контроля качества на каждом этапе, от проектирования до монтажа.
Часто задаваемые вопросы
Какой момент затяжки болтов является оптимальным для фланцев спирального теплообменника?
Единого значения для всех случаев не существует, так как момент зависит от диаметра болта, класса прочности материала, типа прокладки и рабочего давления. Однако, как общее правило, для болтов M16 из стали класса 8.8 с графитовой прокладкой рекомендуемый момент составляет около 100–120 Н·м. Всегда руководствуйтесь таблицей затяжек, предоставленной производителем в паспорте изделия. Использование динамометрического ключа обязательно. Затяжка «на глаз» или с помощью ударного гайковерта недопустима, так как приводит к неравномерному обжатию и потенциальной течи.
Можно ли устанавливать спиральный теплообменник вертикально?
Да, многие модели спиральных теплообменников допускают вертикальную установку. Это часто бывает целесообразно для экономии площади пола или для улучшения условий дренажа вязких сред. Однако при вертикальном монтаже необходимо убедиться, что фундамент способен выдержать полную массу заполненного аппарата, и что предусмотрены дополнительные направляющие для компенсации теплового расширения по вертикали. Конструкция опор должна позволять свободное удлинение корпуса вниз или вверх, в зависимости от схемы крепления. Перед вертикальной установкой обязательно согласуйте этот вопрос с инженером производителя, так как не все модификации рассчитаны на такую ориентацию.
Что делать, если после пуска наблюдается повышенный шум в аппарате?
Шум может указывать на кавитацию, наличие воздуха или высокую скорость потока. Во-первых, проверьте, полностью ли удален воздух из системы через воздухоотводчики. Если шум похож на стук металлических предметов, это может быть признаком кавитации на стороне низкого давления. Проверьте давление на входе насоса и убедитесь, что оно выше давления насыщения пара жидкости. Также измерьте расход: если он значительно превышает проектный, скорость потока в узких спиральных каналах может стать чрезмерной, вызывая эрозию и шум. В этом случае необходимо установить дросселирующий клапан на выходе для снижения расхода до номинального.
Как часто нужно проводить гидравлические испытания после ввода в эксплуатацию?
Полные гидравлические испытания давлением, превышающим рабочее, проводятся обычно только при первичном вводе в эксплуатацию или после капитального ремонта, связанного со вскрытием корпуса или заменой основных элементов. В ходе регулярной эксплуатации достаточно проводить проверку на герметичность рабочим давлением. Согласно большинству промышленных стандартов, периодическое освидетельствование сосудов давления проводится раз в 3–5 лет, но частота зависит от агрессивности среды и условий эксплуатации. Для критических производств рекомендуется ежегодный инспекционный осмотр специалистами.
Влияет ли качество воды на срок службы спирального теплообменника?
Безусловно. Качество теплоносителя напрямую влияет на скорость коррозии и интенсивность образования отложений. Жесткая вода приводит к быстрому образованию накипи, которая снижает теплопередачу и увеличивает гидравлическое сопротивление. Агрессивные химические примеси могут вызывать точечную коррозию, особенно в сварных швах. Рекомендуется использовать подготовленную воду с контролируемым pH и содержанием хлоридов. Для систем с высокими требованиями к чистоте, таких как фармацевтика, компания ООО «Сучжоу Юкада Энергосберегающие Технологии» предлагает теплообменники из нержавеющей стали 316L или титана, которые обладают высокой стойкостью к коррозии, но даже они требуют контроля качества среды для предотвращения биологического обрастания.
Правильный монтаж и эксплуатация — залог эффективности вашего производства. Не рискуйте надежностью технологической линии. Если у вас есть сомнения в правильности подготовки или установки, обратитесь за консультацией к специалистам. Свяжитесь с нами сегодня для получения технической поддержки или заказа сервисного выезда инженера. Мы гарантируем оперативное решение любых вопросов, связанных с теплообменным оборудованием, помогая вам снизить совокупную стоимость владения и повысить безопасность процессов.