
Решение проблем с засорами: Теплообменник с эффектом самоочистки обзор
2026-07-13
- Почему засоры убивают эффективность теплообмена и как спиральная геометрия решает эту проблему
- Физика самоочистки: почему спираль работает там, где другие отказывают
- Конструктивные особенности: Тип I, Тип II и выбор материалов
- Сравнительный анализ: Спиральный vs Кожухотрубный vs Пластинчатый
- Реальные кейсы применения в сложных отраслях
- Критерии выбора поставщика и контроль качества
- Часто задаваемые вопросы
- Заключение: Инвестиция в бесперебойность производства
Почему засоры убивают эффективность теплообмена и как спиральная геометрия решает эту проблему
В промышленной эксплуатации нет ничего более разрушительного для рентабельности, чем незапланированный останов оборудования из-за fouling (загрязнения) теплообменных поверхностей. Традиционные кожухотрубные аппараты часто становятся «бутылочным горлышком» в технологических цепочках химической и фармацевтической промышленности. Когда вязкие среды, суспензии или продукты с высоким содержанием волокон оседают на стенках труб, коэффициент теплопередачи падает экспоненциально. Инженеры вынуждены либо увеличивать площадь теплообмена с запасом 30-50%, что раздувает капитальные затраты, либо мириться с частыми циклами химической промывки, которые сокращают срок службы металла.
Спиральный теплообменник предлагает принципиально иной подход к гидродинамике потоков. Вместо прямолинейного движения жидкости, которое способствует образованию застойных зон, здесь реализуется принцип самоочищения за счет центробежных сил и постоянно меняющегося вектора скорости. В нашей практике мы неоднократно сталкивались с ситуациями, когда переход на спиральную конструкцию позволял клиентам отказаться от резервных линий очистки, экономя до 40% операционных расходов ежегодно. Это не просто замена оборудования, это изменение философии обслуживания теплового контура.
Физика самоочистки: почему спираль работает там, где другие отказывают
Механизм предотвращения загрязнений в спиральных аппаратах базируется на двух фундаментальных физических явлениях: вторичном течении (эффект Дина) и высокой скорости сдвига у стенок. В отличие от прямых труб, где пограничный слой ламинарного потока может оставаться неподвижным неделями, в спиральных каналах жидкость находится в постоянном турбулентном движении даже при относительно низких общих расходах.
Центробежная сила, возникающая при движении среды по искривленному каналу, прижимает твердые частицы и волокна к центру потока, не давая им оседать на теплопередающих поверхностях. Если частица все же касается стенки, высокая локальная скорость сдвига «сдувает» её дальше по каналу. Этот эффект особенно критичен при работе с:
- Шламами и суспензиями с содержанием твердых частиц до 25%;
- Вязкими полимерами и смолами, склонными к коксованию;
- Биологическими жидкостями в фармацевтике, где недопустимы застойные зоны для размножения бактерий;
- Средами с высоким риском кристаллизации солей.
Один из наших клиентов, производитель целлюлозы, столкнулся с проблемой ежеднедельной остановки пластинчатого теплообменника для механической чистки из-за забивания каналов волокнами. После внедрения спирального решения интервал между профилактическими осмотрами увеличился до 18 месяцев. Ключевым фактором стала одноканальная конструкция: отсутствие мертвых зон и плавный профиль канала исключили точки накопления загрязнений.
Важно понимать, что самоочистка не означает полное отсутствие обслуживания. Однако она трансформирует обслуживание из аварийно-ремонтного режима в планово-предупредительный. Для инженера это означает возможность прогнозировать нагрузку на систему и планировать ремонты в периоды наименьшей загрузки производства, а не во время пиковых нагрузок.
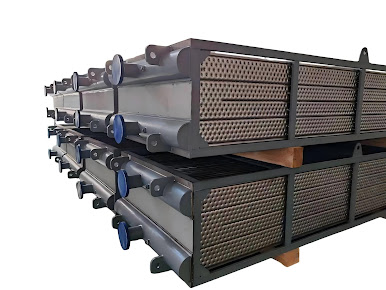
Конструктивные особенности: Тип I, Тип II и выбор материалов
Не все спиральные теплообменники одинаковы. Выбор конкретной конфигурации зависит от агрессивности сред и требований к герметичности. В индустрии принято делить их на два основных типа, и ошибка в выборе может стоить дорого.
Тип I: Неразъемная конструкция (Welded)
Этот тип представляет собой полностью сварной блок, где оба канала закрыты приваренными крышками. Он идеален для работы под высоким давлением (до 2,5 МПа и выше) и с токсичными или радиоактивными средами, где риск внешней утечки должен быть сведен к нулю. Поскольку аппарат неразборный, очистка производится преимущественно химическим методом (CIP – Clean In Place) или гидродинамической промывкой. Компании, такие как ООО «Сучжоу Юкада Энергосберегающие Технологии», специализируются на изготовлении таких аппаратов из коррозионностойких сплавов, включая титан и дуплексную сталь, что критично для атомной энергетики и тонкого органического синтеза.
Тип II: Разъемная конструкция (Removable Cover)
Здесь один из каналов закрывается съемной крышкой с уплотнением. Это позволяет осуществлять механическую очистку загрязненного канала щетками или водой высокого давления без демонтажа всего аппарата. Такой вариант предпочтителен для сред с высоким содержанием абразивных частиц или липких осадков, которые трудно удалить химией. Однако наличие уплотнений накладывает ограничения по максимальному давлению и температуре.
При выборе материала необходимо учитывать не только коррозионную стойкость, но и склонность материала к обрастанию. Полированные поверхности из нержавеющей стали 316L снижают адгезию загрязнений. Для особо агрессивных сред, таких как горячая соляная кислота или хлорсодержащие растворы, применение титановых спиральных теплообменников становится единственно верным решением, обеспечивающим срок службы более 20 лет.
Сравнительный анализ: Спиральный vs Кожухотрубный vs Пластинчатый
Чтобы принять обоснованное решение, необходимо сравнить спиральные аппараты с традиционными альтернативами по ключевым эксплуатационным параметрам. Ниже приведена таблица, основанная на реальных данных испытаний и эксплуатационной статистике.
| Параметр | Спиральный теплообменник | Кожухотрубный (Shell & Tube) | Пластинчатый (PHE) |
|---|---|---|---|
| Склонность к засорам | Низкая (эффект самоочистки) | Высокая (прямые трубы, застойные зоны) | Средняя/Высокая (узкие каналы легко забиваются) |
| Коэффициент теплопередачи | Высокий (турбулентность при низких Re) | Низкий/Средний | Очень высокий (но падает при загрязнении) |
| Компактность (площадь на м³) | Высокая | Низкая (громоздкий корпус) | Очень высокая |
| Обслуживание | Химическая промывка или частичная разборка | Трудоемкое (вытяжка пучка труб) | Частая разборка и замена уплотнений |
| Работа с вязкими средами | Отлично (до 1000 сПуаз и выше) | Удовлетворительно | Плохо (высокие потери давления) |
| Стоимость жизненного цикла (TCO) | Низкая (редкие простои) | Высокая (энергия на прокачку, простои) | Средняя (частая замена уплотнений) |
Как видно из сравнения, спиральный теплообменник выигрывает в сценариях, где надежность процесса важнее первоначальной экономии на закупке. Кожухотрубные аппараты могут быть дешевле на этапе покупки, но их эксплуатационные расходы на энергию насосов и химические реагенты для очистки часто превышают стоимость спирального аналога уже на второй год работы.
Реальные кейсы применения в сложных отраслях
Теория подтверждается практикой только при правильном инженерном расчете. Рассмотрим два конкретных примера из нашего опыта, демонстрирующих эффективность технологии.
Нефтехимия: Охлаждение битумных остатков
Предприятие по переработке нефти сталкивалось с постоянной проблемой охлаждения тяжелых остатков перегонки. Температура продукта на выходе составляла 180°C, вязкость резко возрастала при охлаждении ниже 100°C. Кожухотрубные теплообменники требовали остановки каждые 72 часа для паровой продувки, так как битум налипал на трубы слоем до 5 мм.
Было установлено решение из углеродистой стали с шириной канала 10 мм. Благодаря высокому сдвиговому напряжению на стенках, битум не успевал застыть на поверхности. Результат: непрерывная работа в течение 8 месяцев без снижения эффективности теплопередачи более чем на 5%. Экономия на энергоносителях для пара составила около 120 000 долларов США в год.
Фармацевтика: Конденсация паров растворителей
В производстве активных фармацевтических субстанций (АФИ) требовалась конденсация паров изопропилового спирта, содержащего микропримеси полимеров. Стандартные пластинчатые теплообменники быстро теряли герметичность из-за деформации уплотнений при термоциклировании, а также страдали от локальных перегревов, приводящих к полимеризации примесей.
Внедрение титанового спирального теплообменника неразъемного типа (Тип I) решило обе проблемы. Титан обеспечил полную коррозионную стойкость, а монолитная сварная конструкция исключила риск внешней утечки опасных паров. Равномерное распределение температуры по всей длине спирали предотвратило локальные перегревы. Система работает стабильно уже более трех лет без единой рекламации.
Критерии выбора поставщика и контроль качества
Рынок насыщен предложениями, но качество спиральных теплообменников критически зависит от точности изготовления. Малейшая деформация листа при навивке или некачественный сварной шов приводят к нарушению геометрии канала, что уничтожает эффект самоочистки и создает точки напряжения, ведущие к разрыву.
При выборе партнера обращайте внимание на следующие аспекты:
- Технологическая автономность. Наличие собственных линий продольной резки и навивки, как у ООО «Сучжоу Юкада Энергосберегающие Технологии», гарантирует контроль над каждым этапом. Использование запатентованных методов отбортовки позволяет создавать сверхкрупные спирали без потери геометрической точности.
- Контроль материалов. Требуйте сертификаты на металл и отчеты спектрометрического анализа. Портативные спектрометры Olympus, используемые на производстве, позволяют.verify химический состав каждой партии стали перед запуском в работу, исключая риск использования некондиционного металла.
- Испытания под давлением. Каждый аппарат должен проходить гидравлические и пневматические испытания на стендах, превышающих рабочее давление в 1,3-1,5 раза. Это единственный способ гарантировать отсутствие микротрещин в сварных швах.
- Инженерная экспертиза. Поставщик должен иметь опыт участия в разработке национальных стандартов. Главный инженер с 40-летним стажем, непосредственно участвовавший в создании стандартов на спиральные теплообменники, — это гарантия того, что расчет будет выполнен корректно, с учетом всех гидродинамических нюансов.
Мы видели случаи, когда дешевые аналоги выходили из строя через полгода из-за коррозии сварных швов. Экономия на этапе закупки обернулась тройными затратами на замену оборудования и ликвидацию аварийных ситуаций. Надежность подтверждается нулевым количеством рекламаций в течение пяти лет, чего достигают лишь единицы производителей на рынке.
Часто задаваемые вопросы
Можно ли отремонтировать спиральный теплообменник в случае повреждения?
Ремонт зависит от типа конструкции и характера повреждения. Для аппаратов Тип I (неразъемных) ремонт внутренних каналов практически невозможен без разрушения корпуса. Однако внешние повреждения трубопроводов или фланцев поддаются восстановлению. Для Тип II (разъемных) возможна замена уплотнений и механическая очистка. В случае серьезного внутреннего повреждения чаще рекомендуется замена аппарата, так как восстановление геометрии спирали экономически нецелесообразно. Компания предоставляет услуги заводского ремонта и диагностики, что позволяет точно оценить целесообразность восстановления.
Каков срок службы спирального теплообменника по сравнению с пластинчатым?
При правильной эксплуатации срок службы спирального теплообменника составляет 20-25 лет и более, особенно если выполнены материалы из нержавеющей стали или титана. Пластинчатые теплообменники обычно требуют замены уплотнений каждые 3-5 лет, а сами пластины могут деградировать из-за усталости металла и коррозии в местах крепления быстрее. Отсутствие резиновых уплотнений в каналах Тип I делает спиральные аппараты значительно более долговечными в агрессивных средах.
Подходит ли спиральный теплообменник для задач с большим перепадом температур?
Да, это одно из ключевых преимуществ. Спиральная конструкция естественным образом компенсирует термическое расширение. Поскольку оба канала представляют собой одну длинную трубу, напряжений, возникающих в жестких конструкциях кожухотрубных аппаратов, здесь не возникает. Это позволяет эффективно работать с перепадами температур свыше 100-150°C без риска деформации или разгерметизации.
Как рассчитать необходимую площадь теплообмена?
Расчет требует учета множества параметров: расхода сред, их теплофизических свойств (вязкость, теплоемкость, теплопроводность), допустимых потерь давления и степени загрязнения. Самостоятельный расчет без специализированного ПО рискован. Рекомендуется предоставить поставщику подробные данные о технологическом процессе. Инженеры проведут моделирование, чтобы подобрать оптимальную ширину канала и длину спирали, обеспечивающую баланс между эффективностью теплопередачи и энергозатратами на перекачку.
Заключение: Инвестиция в бесперебойность производства
Выбор теплообменного оборудования — это стратегическое решение, влияющее на всю экономику предприятия. Спиральный теплообменник перестал быть нишевым продуктом и стал стандартом для процессов, где надежность и устойчивость к загрязнениям являются приоритетом. Отказ от частых остановок на чистку, снижение энергопотребления насосов и увеличение срока службы оборудования окупают первоначальные инвестиции в кратчайшие сроки.
Сотрудничество с высокотехнологичным предприятием, таким как ООО «Сучжоу Юкада Энергосберегающие Технологии», обеспечивает не просто поставку «железа», а получение комплексного инженерного решения. От предпродажных консультаций до послепродажного сервиса полного жизненного цикла — каждый этап направлен на минимизацию ваших рисков. Мы гарантируем круглосуточную поддержку и готовность выезда инженера на объект в течение 48 часов, потому что понимаем цену каждого часа простова вашего производства.
Не позволяйте засорам диктовать график вашего производства. Перейдите на технологию, которая очищает себя сама.
Получить техническую консультацию по спиральным теплообменникам
Свяжитесь с нами сегодня