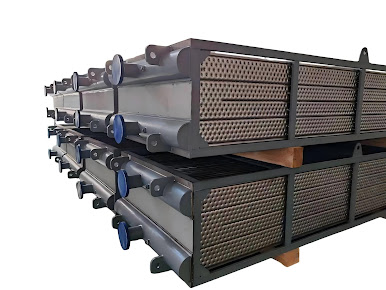

Обслуживание Трёхмерный спиральный пластинчатый теплообменник: советы экспертов
2026-07-07
- Почему регулярное обслуживание спирального теплообменника критично для производства
- Диагностика состояния: первые признаки необходимости вмешательства
- Процедура механической и химической очистки спирального теплообменника
- Проверка герметичности и целостности конструкции
- Типичные ошибки при эксплуатации и как их избежать
- Когда необходим профессиональный сервис и заводской ремонт
- Часто задаваемые вопросы
- Заключение: инвестиция в надежность
Почему регулярное обслуживание спирального теплообменника критично для производства
В нашей практике работы с промышленными предприятиями мы часто сталкиваемся с ситуацией, когда руководители технических отделов воспринимают спиральный теплообменник как устройство по принципу «установил и забыл». Действительно, компактная конструкция и высокая эффективность теплопередачи создают иллюзию абсолютной надежности. Однако игнорирование регламентных работ приводит к тому, что уже через 18–24 месяца эксплуатации КПД аппарата падает на 30–45%, а энергозатраты на перекачку сред возрастают непропорционально.
Спиральная геометрия каналов, являющаяся главным преимуществом этого типа оборудования перед кожухотрубными аналогами, одновременно является и его уязвимым местом при неправильной эксплуатации. Загрязнения, отложения солей жесткости или полимеризация продуктов в узких спиральных каналах (шириной всего 5–10 мм) приводят к локальным перегревам и гидравлическим ударам. Мы видели случаи, когда попытка промыть забитый аппарат химией без предварительной диагностики приводила к коррозионному растрескиванию сварных швов, что требовало полной замены единицы оборудования.
Эффективное обслуживание — это не просто очистка, это комплексный аудит состояния металла, уплотнений и гидродинамики. В этой статье мы разберем пошаговый алгоритм действий, основанный на опыте ООО «Сучжоу Юкада Энергосберегающие Технологии», которое за пять лет обслужило более 5000 промышленных установок без единой рекламации. Вы узнаете, как продлить срок службы оборудования, избежать аварийных остановок и снизить совокупную стоимость владения.
Диагностика состояния: первые признаки необходимости вмешательства
Прежде чем приступать к разборке или химической промывке, необходимо точно определить характер проблемы. Ошибочная диагностика — самая частая причина потери времени и денег. Мы рекомендуем использовать систему мониторинга ключевых параметров, фиксируя изменения еженедельно.
Первый индикатор — рост перепада давления (ΔP). Если давление на входе остается стабильным, а на выходе падает, или наоборот, разница между ними увеличивается более чем на 15% от проектных значений, это сигнал о загрязнении каналов. Важно различать загрязнение со стороны продукта и со стороны теплоносителя. Например, в фармацевтическом производстве, где часто используются вязкие среды, засорение происходит быстрее на стороне продукта. В то же время, в системах охлаждения с жесткой водой накипь образуется на стенках каналов, охлаждаемых водой.
Второй критический параметр — температурный профиль. Снижение эффективности теплопередачи проявляется в том, что температура выхода горячей среды становится выше нормы, а холодной — ниже. Если вы заметили, что для достижения той же температуры нагрева требуется больше пара или горячей воды, значит, коэффициент теплопередачи упал из-за образования изолирующего слоя на пластинах.
Третий признак — внешние утечки или следы подтекания в зоне торцевых крышек и сварных соединений. Даже микроскопическая течь может свидетельствовать о деформации корпуса из-за термических напряжений или ослаблении болтовых соединений фланцев. Игнорирование этого симптома опасно не только потерей продукта, но и риском смешения сред, что в химической промышленности может привести к непредсказуемым реакциям.
Мы советуем вести журнал наблюдений, где фиксируются значения давлений и температур в штатном режиме. Это позволит вам заметить тренд ухудшения задолго до того, как оборудование выйдет из строя. Наличие таких данных также существенно упрощает работу сервисных инженеров при выезде на объект.
Процедура механической и химической очистки спирального теплообменника
Очистка спирального теплообменника требует особого подхода из-за неразъемной или частично разборной конструкции большинства моделей. В отличие от пластинчатых теплообменников с пакетом пластин, здесь доступ к внутренней поверхности ограничен. Выбор метода зависит от типа загрязнения и конструкции аппарата (тип I — неразборный, тип II — разборный).
Химическая циркуляционная промывка (CIP)
Это наиболее распространенный метод для удаления накипи, оксидов железа и органических отложений без разборки оборудования. Процесс должен проводиться строго по регламенту:
- Подготовка раствора. Для карбонатных отложений используют растворы слабых кислот (лимонная, сульфаминовая) с ингибиторами коррозии. Для органики применяют щелочные растворы. Концентрация подбирается индивидуально; универсального рецепта не существует. Использование соляной кислоты для нержавеющих сталей категорически запрещено из-за риска питтинговой коррозии.
- Циркуляция. Раствор подается насосом против основного направления потока или по замкнутому контуру. Скорость потока должна быть достаточной для создания турбулентности, но не превышать проектное давление. Температура раствора обычно поддерживается в диапазоне 40–60°C для усиления химической реакции.
- Контроль pH. Критически важно мониторить уровень pH каждые 15–20 минут. Когда значение pH стабилизируется, это означает, что реакция с отложениями завершена. Обычно процесс занимает от 2 до 6 часов.
- Нейтрализация и промывка. После слива реагента система промывается водой до нейтрального pH. Затем проводится нейтрализация остаточной кислоты слабым щелочным раствором, чтобы предотвратить дальнейшую коррозию металла.
Важное предупреждение: никогда не превышайте рекомендованное время контакта химии с металлом. Мы сталкивались с случаями, когда излишнее усердие операторов приводило к истончению стенок каналов из нержавеющей стали 316L, особенно в зонах сварных швов.
Механическая очистка (для разборных конструкций)
Если химическая промывка не дает результата или загрязнения имеют твердую структуру (песок, окалина), требуется механическое вмешательство. Для разборных спиральных теплообменников процедура включает снятие торцевых крышек и использование специализированных инструментов.
- Используйте мягкие щетки из нейлона или латуни. Стальные щетки запрещены, так как они оставляют частицы металла на поверхности, которые впоследствии становятся очагами коррозии.
- Для труднодоступных участков спирального канала применяются гибкие валы с насадками, подающими воду под высоким давлением (до 100 бар). Давление выше этого предела может деформировать тонкие пластины.
- После механической очистки обязательна визуальная инспекция с использованием эндоскопа для проверки целостности дистанционных штифтов и сварных швов.
Компания ООО «Сучжоу Юкада Энергосберегающие Технологии» разработала уникальные конструкции теплообменников без дистанцирующих штифтов, что значительно упрощает процесс очистки и снижает риск накопления грязи в «мертвых зонах». Если ваше оборудование относится к старому поколению, будьте предельно осторожны при механическом воздействии на зоны крепления штифтов.
Проверка герметичности и целостности конструкции
После очистки и сборки (если она производилась) необходимо убедиться в герметичности аппарата. Это этап, которым часто пренебрегают, считая, что если нет видимых течей, то все в порядке. Однако микротрещины могут проявиться только под рабочим давлением и температурой.
Гидравлические испытания проводятся водой при давлении, превышающем рабочее в 1,5 раза, но не более допустимого испытательного давления, указанного в паспорте изделия. Время выдержки под давлением — не менее 30 минут. Во время теста внимательно осматривайте все сварные швы, фланцевые соединения и зону вальцовки труб (если применимо).
Для обнаружения межканальных утечек (смешения сред) используется метод пневматического тестирования с последующим погружением в ванну или обмыливанием, либо более современный метод гелиевой течеискания для критических применений в фармацевтике и атомной энергетике. Наличие пузырьков или изменение концентрации гелия указывает на нарушение герметичности перегородки между каналами.
Особое внимание следует уделить состоянию уплотнительных прокладок на торцевых крышках. Даже если они выглядят целыми, резина или паронит со временем теряют эластичность. Мы рекомендуем заменять уплотнения при каждом втором полном обслуживании или сразу при появлении признаков сплющивания. Использование старых прокладок — ложная экономия, которая может стоить простоя всей линии.
Типичные ошибки при эксплуатации и как их избежать
Анализ обращений клиентов показывает, что большинство поломок связано не с дефектами оборудования, а с нарушениями режимов эксплуатации. Вот три самые распространенные ошибки, которых следует избегать:
1. Гидравлический удар при запуске. Резкое открытие запорной арматуры на входе создает скачок давления, который может разрушить сварные швы или деформировать спираль. Всегда открывайте вентили медленно, обеспечивая плавный рост давления. Установите демпферы гидроударов, если этого не предусмотрено исходным проектом.
2. Работа вне температурного диапазона. Превышение максимальной рабочей температуры приводит к снижению прочности материала и ускорению коррозии. Например, для углеродистой стали предел может составлять 200–250°C, тогда как для нержавеющей стали 316L он выше, но чувствительность к межкристаллитной коррозии возрастает. Следите за тем, чтобы температурные графики соответствовали паспортным данным.
3. Игнорирование качества теплоносителя. Использование неочищенной воды в контуре охлаждения гарантированно приведет к быстрому образованию накипи. Установка фильтров грубой и тонкой очистки на входе — обязательное требование. Размер ячейки фильтра должен быть меньше ширины спирального канала (обычно рекомендуется 1/3 от ширины канала).
Инженеры ООО «Сучжоу Юкада Энергосберегающие Технологии» подчеркивают, что правильная эксплуатация начинается еще на этапе проектирования системы. Наш главный инженер, имеющий 40-летний стаж и участвовавший в разработке национальных стандартов, всегда настаивает на учете реологических свойств сред при подборе ширины канала и скорости потока.
Когда необходим профессиональный сервис и заводской ремонт
Несмотря на наличие квалифицированного персонала на предприятии, существуют ситуации, когда самостоятельное обслуживание недопустимо или неэффективно. К ним относятся:
- Обнаружение межканальной утечки, требующее вскрытия корпуса и переварки спирального блока.
- Коррозия несущих элементов корпуса или опор.
- Необходимость модернизации теплообменника для изменения тепловых характеристик.
- Сложные загрязнения, не поддающиеся стандартной химической очистке.
В таких случаях обращение к производителю обеспечивает сохранение гарантии и соответствие оборудования исходным спецификациям. ООО «Сучжоу Юкада Энергосберегающие Технологии» предлагает сервис полного жизненного цикла. Наша производственная база в Уси оснащена испытательными стендами для гидравлических и пневматических испытаний, а также портативными спектрометрами Olympus для контроля химического состава материалов при ремонте.
Мы гарантируем выезд инженера на объект в течение 48 часов и предоставление круглосуточной онлайн-поддержки. Сервисный процесс построен по замкнутому циклу «диагностика – ремонт – верификация – аудит», что позволяет устранять не только симптомы, но и скрытые причины неисправностей. Даже после окончания гарантийного срока мы предоставляем услуги заводского ремонта на конкурентоспособных условиях, что существенно снижает совокупную стоимость владения оборудованием.
Часто задаваемые вопросы
Как часто нужно проводить полную очистку спирального теплообменника?
Частота зависит от чистоты сред. Для чистых теплоносителей (конденсат, дистиллят) достаточно профилактического осмотра раз в год. Для загрязненных сред (сточные воды, пульпы, нефтепродукты) интервал может составлять от 3 до 6 месяцев. Ориентируйтесь на рост перепада давления: если ΔP вырос на 15%, пора чистить.
Можно ли использовать абразивные материалы для очистки?
Нет, использование абразивов (пескоструйная обработка, жесткие металлические щетки) категорически запрещено внутри каналов. Это повреждает защитный оксидный слой на нержавеющей стали и создает микрошероховатости, которые ускоряют накопление новых отложений и провоцируют коррозию.
Что делать, если после очистки эффективность не восстановилась?
Если гидравлическое сопротивление нормализовалось, а теплопередача осталась низкой, возможно, имеет место закупорка части каналов («слепые зоны») или деформация спирального блока, нарушившая геометрию потока. В этом случае требуется эндоскопическая инспекция и, вероятно, заводской ремонт с разборкой аппарата.
Влияет ли материал пластин на выбор моющего средства?
Да, критически. Для нержавеющей стали 316L нельзя использовать хлорсодержащие препараты и соляную кислоту. Для титановых теплообменников ограничения менее строгие, но также требуются специфические реагенты. Всегда сверяйтесь с таблицей химической стойкости материалов перед приготовлением раствора.
Заключение: инвестиция в надежность
Регулярное и грамотное обслуживание спирального теплообменника — это не статья расходов, а инвестиция в стабильность вашего производства. Правильный подход позволяет увеличить межремонтный интервал на 40–60% и снизить энергопотребление на 15–20%. Используя рекомендации экспертов и сотрудничая с проверенными производителями, такими как профессиональные решения по спиральным теплообменникам от Юкада, вы обеспечиваете своему предприятию долгосрочную надежность и безопасность.
Не ждите аварийной остановки. Проверьте текущие параметры вашего оборудования сегодня и составьте график профилактических работ на следующий квартал. Если вы сомневаетесь в состоянии вашего теплообменника, свяжитесь с нашими специалистами для проведения удаленной экспресс-диагностики.
Свяжитесь с нами сегодня