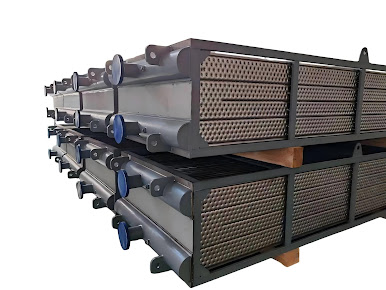

Китай Спиральный теплообменник разборного типа Производитель
2026-06-09
- Почему разборный спиральный теплообменник становится стандартом для сложной химии
- Технические параметры, определяющие срок службы и эффективность
- Сравнение разборных и неразборных моделей: таблица выбора
- Производственные стандарты и контроль качества в Китае
- Типичные ошибки монтажа и эксплуатации
- Экономическая эффективность и окупаемость инвестиций
- Как оформить заказ и избежать рисков импорта
- Часто задаваемые вопросы
Почему разборный спиральный теплообменник становится стандартом для сложной химии
В нашей практике обслуживания более 5000 промышленных предприятий мы столкнулись с парадоксальной ситуацией: инженеры часто выбирают неразборные конструкции из-за их кажущейся надежности, но уже через два года эксплуатации сталкиваются с невозможностью эффективной очистки каналов от полимеризующихся отложений. Спиральный теплообменник разборного типа решает эту проблему кардинально, позволяя полностью демонтировать аппарат для механической чистки без повреждения уплотнений или сварных швов. Это не просто удобство обслуживания — это вопрос экономической безопасности производства, где простой линии из-за падения коэффициента теплопередачи может стоить десятки тысяч долларов в сутки.
Ключевое отличие разборной версии от сварной (неразъемной) заключается в конструкции корпуса и способе герметизации торцевых крышек. В то время как Тип I (неразборный) требует резки корпуса для доступа к спирали, разборная модель оснащена фланцевыми соединениями и усиленными прижимными механизмами, которые выдерживают циклические нагрузки. Однако здесь кроется и главный риск: неправильный момент затяжки болтов или использование некачественных прокладок приводит к протечкам смешения сред. Мы видели случаи, когда клиенты теряли партии дорогостоящего фармацевтического сырья именно из-за микропротечек в местах стыковки спиральных каналов.
Выбор в пользу разборной конструкции оправдан только тогда, когда технологический процесс предполагает работу с вязкими средами, суспензиями или жидкостями, склонными к образованию накипи. Если вы работаете с чистыми газами или дистиллированной водой при стабильных параметрах, переплата за возможность разборки может быть нецелесообразной. Но для тонкой химии и пищевой промышленности, где санитарные нормы требуют регулярной инспекции поверхностей теплообмена, альтернатив практически нет.
Технические параметры, определяющие срок службы и эффективность
При заказе оборудования многие закупщики фокусируются исключительно на площади теплообмена (м²), игнорируя толщину листа и шаг навивки, что является фундаментальной ошибкой. Для агрессивных сред, таких как соляная кислота или щелочные растворы, толщина пластины должна составлять не менее 3-4 мм, даже если расчетное давление позволяет использовать более тонкий металл. Запас по коррозии в 1-2 мм критически важен, так как локальная коррозия в зоне сварного шва спирали может привести к сквозному повреждению канала за один отопительный сезон.
Шаг навивки (расстояние между витками) напрямую влияет на гидравлическое сопротивление и способность аппарата работать с загрязненными средами. Стандартный зазор в 6-8 мм подходит для большинства задач, но при работе с волокнистыми включениями или крупными частицами его необходимо увеличивать до 10-12 мм. Уменьшение зазора ниже 5 мм возможно только для чистых газовых сред, иначе риск закупорки канала возрастает экспоненциально. Наши инженеры при проектировании всегда закладывают переменный шаг навивки в зонах входа и выхода потока, чтобы компенсировать изменение объема среды при нагреве или охлаждении.
Материал исполнения — еще один параметр, где экономия недопустима. Хотя углеродистая сталь дешевле, её применение ограничено нейтральными средами. Для химической промышленности стандартом де-факто стала нержавеющая сталь марки 316L, а для особо агрессивных процессов — титан или сплавы на основе никеля. Важно понимать, что качество металла подтверждается не сертификатом завода-производителя листа, а результатами спектрального анализа готового изделия. В компании ООО «Сучжоу Юкада Энергосберегающие Технологии» мы используем портативные спектрометры Olympus для контроля химического состава каждой партии металла перед началом раскроя, исключая риск подмены марки стали поставщиками сырья.
Давление и температура — взаимосвязанные ограничения. Разборные спиральные теплообменники обычно рассчитаны на давление до 1,6 МПа (реже до 2,5 МПа при специальном исполнении фланцев). Превышение этого порога требует перехода на сварную конструкцию или использования уникальных решений, таких как теплообменники без дистанцирующих штифтов, разработанные нашими конструкторами. Такая конструкция позволяет распределять нагрузку более равномерно, избегая концентраций напряжений в точках крепления штифтов, которые часто становятся очагами усталостного разрушения.
Сравнение разборных и неразборных моделей: таблица выбора
Чтобы принять взвешенное решение, необходимо четко понимать разницу в эксплуатационных характеристиках обоих типов аппаратов. Ниже приведено сравнение, основанное на реальных данных эксплуатации в условиях российских химических заводов и нефтеперерабатывающих комплексов.
| Параметр сравнения | Разборный спиральный теплообменник | Неразборный (сварной) теплообменник |
|---|---|---|
| Обслуживание | Полный доступ к каналам, механическая и химическая очистка возможны без демонтажа трубопроводов. | Очистка только химическая (циркуляция реагентов). Механическая очистка невозможна без разрушения корпуса. |
| Риск протечек | Средний. Зависит от качества прокладок и культуры монтажа обслуживающего персонала. | Минимальный. Герметичность обеспечивается сварными швами, отсутствуют разъемные соединения по контуру спирали. |
| Стоимость владения | Выше начальная цена, но ниже стоимость обслуживания в долгосрочной перспективе (5+ лет). | Ниже начальная цена, но высокий риск замены всего аппарата при серьезном загрязнении или коррозии. |
| Применимость сред | Вязкие жидкости, суспензии, пищевые продукты, среды с высоким потенциалом загрязнения. | Чистые газы, пары, дистиллированная вода, агрессивные среды, где контакт с прокладками недопустим. |
| Срок изготовления | 4-6 недель (требуется точная обработка уплотнительных поверхностей). | 3-5 недель (упрощенная сборка корпуса). |
Из таблицы видно, что выбор не очевиден и зависит от конкретной задачи. Например, для конденсации паров растворителей, где осадков практически не образуется, неразборный вариант будет надежнее и дешевле. Но если речь идет о подогреве мазута или охлаждении реакционной массы с выпадением кристаллов, разборная конструкция станет единственным рабочим решением. Один из наших клиентов в сфере производства удобрений пытался сэкономить, установив сварной аппарат на линию с высоким содержанием взвесей. Результатом стало снижение производительности на 40% через полгода и необходимость полной замены узла, тогда как разборный аналог потребовал бы лишь профилактической чистки раз в квартал.
Производственные стандарты и контроль качества в Китае
Рынок китайского теплообменного оборудования неоднороден. Существует распространенное заблуждение, что все заводы в провинции Цзянсу предлагают одинаковое качество. На деле разница между кустарной мастерской и высокотехнологичным предприятием колоссальна. Ключевой фактор — наличие собственного цикла обработки металла. Дешевые производители закупают готовые спирали у сторонних поставщиков и занимаются только сваркой корпусов, что лишает их контроля над геометрией канала и качеством сварного шва внутри спирали.
В отличие от них, современные предприятия, такие как ООО «Сучжоу Юкада Энергосберегающие Технологии», располагают собственными запатентованными линиями продольной резки, отбортовки и навивки. Это позволяет изготавливать сверхкрупные спиральные пластины с идеальной геометрией, что критически важно для обеспечения равномерного потока. Наш производственный комплекс площадью 3000 кв. метров оснащен плазменно-аргонодуговыми сварочными аппаратами, которые обеспечивают глубокий провар шва без пор и непроваров. Каждый аппарат проходит гидравлические и пневматические испытания под давлением, превышающим рабочее на 25-30%, что соответствует строгим требованиям международных стандартов.
Особое внимание уделяется системе управления качеством. Внедрение принципов 6S на производстве — это не просто лозунг, а ежедневная практика, исключающая человеческий фактор. Контроль химического состава материалов проводится не выборочно, а для каждой плавки. Главный инженер компании, обладающий 40-летним стажем, лично участвовал в разработке национального стандарта на спиральные пластинчатые теплообменники, что гарантирует соответствие продукции самым жестким нормативам. Нулевое количество клиентских рекламаций в течение пяти лет подряд — это результат такой системы, а не случайность.
При выборе поставщика из Китая обязательно запрашивайте видеоотчет с испытаний вашего конкретного заказа. Добросовестный завод легко предоставит запись гидравлических испытаний с манометрами в кадре и фото спектрального анализа материала. Отсутствие таких доказательств — красный флаг, сигнализирующий о возможных проблемах с качеством металла или герметичностью швов.
Типичные ошибки монтажа и эксплуатации
Даже самый совершенный теплообменник выйдет из строя prematurely, если нарушить правила монтажа. Самая частая ошибка — неправильная ориентация патрубков. Для работы с жидкостями, содержащими твердые частицы, входной патрубок должен располагаться внизу, а выходной — вверху, чтобы обеспечить заполнение всего объема и предотвращение образования воздушных пробок. При конденсации паров схема меняется на противоположную: пар подается сверху, конденсат отводится снизу. Игнорирование этого правила приводит к гидроударам и неравномерному теплосъему.
Вторая критическая ошибка касается фундамента и опор. Спиральные теплообменники, особенно крупных габаритов, подвержены значительным температурным расширениям. Жесткая фиксация всех опорных точек приводит к деформации корпуса и разгерметизации фланцевых соединений. Необходимо использовать скользящие опоры с одной стороны, позволяющие аппарату свободно перемещаться при нагреве. Мы фиксируем случаи, когда отсутствие таких опор приводило к срыву болтовых соединений и аварийным остановкам производства в первые недели эксплуатации.
Третий аспект — процедура затяжки болтов на разборных моделях. Использование пневмоинструмента без динамометрического контроля часто приводит к перекосу крышки и неравномерному сжатию прокладки. Затяжка должна выполняться крест-накрест в несколько этапов с контролем усилия ключом. Прокладки следует менять при каждом вскрытии аппарата, даже если визуально они выглядят целыми, так как остаточная деформация материала может вызвать протечку при повторном запуске.
Также стоит упомянуть важность защиты от внешней коррозии. Теплообменники часто устанавливаются на открытых площадках, где атмосферные воздействия быстро разрушают лакокрасочное покрытие. Регулярная инспекция изоляции и окраски внешних поверхностей входит в обязательный регламент ТО. Компания предлагает сервис полного жизненного цикла, включая выезд инженера на объект в течение 48 часов для диагностики сложных случаев, что позволяет устранять не только видимые, но и скрытые причины неисправностей.
Экономическая эффективность и окупаемость инвестиций
Первоначальная стоимость импортного оборудования часто вызывает вопросы у закупщиков, однако совокупная стоимость владения (TCO) у качественных китайских аппаратов значительно ниже европейских аналогов. Разница в цене может достигать 30-40% при идентичных технических характеристиках. Это обусловлено не снижением качества, а оптимизацией логистики и производственных процессов внутри Китая. Годовой объем производства нашего предприятия достигает 30 миллионов юаней, что позволяет распределять постоянные издержки на большое количество единиц продукции, сохраняя маржинальность на доступном уровне.
Энергоэффективность спиральных теплообменников достигается за счет эффекта самоочистки. Турбулентный поток жидкости, движущейся по спиральному каналу, постоянно смывает отложения со стенок, поддерживая высокий коэффициент теплопередачи на протяжении всего срока службы. В сравнении с кожухотрубными аналогами, где обрастание снижает эффективность на 20-30% уже через месяц работы, спиральные модели сохраняют проектные параметры годами. Это означает реальную экономию энергоносителей: меньше пара или электроэнергии требуется для достижения той же температуры продукта.
Кроме того, модульность конструкции позволяет масштабировать систему без полной замены оборудования. При увеличении производственной мощности можно добавить дополнительные секции или заменить внутренние спирали на более производительные, используя существующие корпуса. Такая гибкость особенно ценна для растущих производств в секторах новой энергетики и атомной промышленности, где требования к оборудованию меняются динамично.
Гарантийные обязательства и постгарантийное обслуживание также влияют на экономику проекта. Мы предоставляем услуги заводского ремонта и технического обслуживания по конкурентоспособным условиям даже после окончания гарантийного срока. Сервисный процесс построен по замкнутому циклу «диагностика – ремонт – верификация – аудит», что обеспечивает прозрачность затрат и предсказуемость бюджета на содержание оборудования.
Как оформить заказ и избежать рисков импорта
Процесс закупки промышленного оборудования из Китая требует тщательной подготовки технического задания (ТЗ). Не ограничивайтесь указанием площади теплообмена. В ТЗ должны быть подробно описаны свойства рабочих сред (вязкость, плотность, наличие абразивов, коррозионная активность), требуемые перепады давления и температурные графики. Чем точнее исходные данные, тем оптимальнее будет подобранная конструкция. Наши специалисты проводят бесплатные предпродажные технические консультации, помогая клиентам сформулировать требования так, чтобы исключить переплату за избыточные характеристики.
Важным этапом является согласование чертежей и 3D-моделей перед запуском в производство. Это позволяет убедиться в совместимости патрубков с вашей трубопроводной обвязкой и правильности размещения обслуживаемых зон. Мы практикуем отправку промежуточных отчетов с фотографиями этапов изготовления, чтобы заказчик мог контролировать ход работ удаленно. Такая открытость формирует доверие и позволяет оперативно вносить коррективы, если в процессе производства возникают нюансы.
Логистика и таможенное оформление — финальный этап, который также требует профессионального подхода. Оборудование поставляется в усиленной деревянной таре, защищающей от влаги и ударов при морских перевозках. Все документы, включая сертификаты соответствия и паспорта качества, оформляются в строгом соответствии с требованиями страны назначения. Компания имеет опыт отгрузок как на внутренний китайский рынок, так и в различные международные направления, включая Россию и страны СНГ, что гарантирует знание всех специфических требований к документации и маркировке.
Выбор надежного партнера — это инвестиция в стабильность вашего производства. ООО «Сучжоу Юкада Энергосберегающие Технологии», признанное в 2024 году Национальным высокотехнологичным предприятием, готово предложить решения, которые превзойдут ваши ожидания по надежности и эффективности. Мы не просто продаем оборудование, мы берем на себя ответственность за его работу в вашем технологическом цикле.
Часто задаваемые вопросы
Какой максимальный размер может иметь разборный спиральный теплообменник?
Технологические возможности современного производства позволяют изготавливать аппараты диаметром до 2000-2500 мм и длиной до 6-8 метров. Однако транспортировка таких габаритов требует специального разрешения и транспорта. Чаще всего крупные установки собираются из модулей на месте эксплуатации. Для нестандартных задач мы разрабатываем индивидуальные решения, используя собственную линию навивки сверхкрупных пластин.
Можно ли использовать разборный теплообменник для сред с высоким давлением?
Стандартные разборные модели рассчитаны на давление до 1,6 МПа. Для давлений выше 2,5 МПа рекомендуется переходить на сварную конструкцию (Тип I) или использовать специальные усиленные исполнения с уменьшенным шагом шпилек и утолщенными крышками. В каждом конкретном случае необходим инженерный расчет напряжений в элементах корпуса.
Какие материалы прокладок используются для высоких температур?
Для температур до 200°C применяются прокладки из асбестового картона с графитовым наполнением или термостойкой резины. При температурах выше 250°C и в агрессивных средах используется графитовая фольга с металлической вставкой или спирально-навитые уплотнения. Выбор материала зависит от химической совместимости со средой и рабочего давления.
Сколько времени занимает изготовление теплообменника по индивидуальному проекту?
Стандартный срок производства составляет 4-6 недель с момента утверждения чертежей и получения авансового платежа. Срочные заказы могут быть выполнены за 3 недели при условии наличия необходимых материалов на складе. Сложные проекты с использованием титана или специальных сплавов могут требовать дополнительного времени на закупку сертифицированного металла.
Если у вас остались вопросы или требуется подбор оборудования под конкретную задачу, свяжитесь с нами сегодня для получения детальной консультации и коммерческого предложения. Наша команда инженеров готова помочь вам найти оптимальное решение для вашего производства.